| ���庸�������ĺ�����ֱ���c�ߜ�Һ�B�a���|�_������Ŀ�ģ���ߜ�Һ�B�a����һ��б�棬���������b��ʹҺ�B�a�γ�һ������Ʋ��˵ĬF�����ԽС����庸��������Ҫ�����Ǻ��a�l��
���庸��ԭ����
���庸�nj����ڵ�Һ�B���ϣ������c�õ����ã��ں��ϲ�Һ���γ��ض��Π�ĺ��ϲ������b��Ԫ������PCB���c������ϣ����^ij�ض��ĽǶ��Լ����Ľ�����ȴ��^���ϲ�������F���c���ӵ��^�̡�
������ı������������Ƥ���w�������غ��ϲ��������L�ȷ����ώ��������o�B���ڲ��庸���^���У�PCB���|���a����ǰ�ر��棬����Ƥ���ѣ�PCBǰ����a�����ر�����ǰ�M���@�f����������Ƥ�cPCB��ͬ�ӵ��ٶ��ƄӲ��庸�C���c���ͣ���PCB�M�벨����ǰ�˕r�������c���_���ӟᣬ����δ�x�_������ǰ������PCB���ں����У��������������������x�_����β�˵�˲�g�������ĺ������ڝ����������ã�ճ���ں��P�ϣ������ڱ��揈����ԭ�����F�������������տsС��B���˕r�����c���P�g�ĝ��������ڃɺ��P�g�ĺ��ϵăȾ�������˕��γ�M���A���ĺ��c���x�_����β���Ķ��ຸ�ϣ�����������ԭ���䵽�a��� ��
�����ߣ�
�o����ϺС���ӡ��o������˺��������庸�a�C��
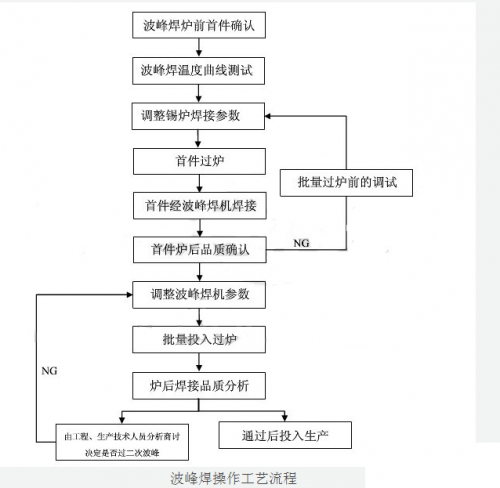
���庸��ˇ�������E
1������ǰ�ʂ�
a. �z�����PCB��ԓPCB�ѽ��^Ϳ���NƬ�z��SMC/SMD�NƬ���z�̻������THC���b����Ԫ������ĺ������Լ�����ָ�Ȳ�λ�Ƿ�Ϳ���躸�������ߜ�ճ���Nס���Է������ױ����϶����������^��ߴ�IJۺͿ�Ҳ�����ߜ�ճ���Nס���Է����庸�r���a����PCB���ϱ��档
b. ���������ӵ����F����ܛ���ϡ�
2.�_�t
a. ���_���庸�C�����L�C�Դ��
b. ����PCB�����{�����庸�C���͎�����A�ߣ��Č��ȡ�
3.�O����
�������������������������|PCB�������r�_����ʹ�����������Ϳ����PCB�ĵ��档 ߀���ԏ�PCB�ϵ�ͨ��̎�^�죬������������������ͨ�������ϝB��ͨ����ĺ��P�ϣ�����Ҫ�B���M���w�ϡ�
���庸�ض���r��
1.���庸�A��ض���
A.���A��ضȡ����O����90-110�ȣ��@�����v���ضȡ���ָ�A���PCB�庸����Č��H�ܟ�ضȣ������ǡ����@���ضȣ�����A��ض��_����Ҫ�t�׳��F�������ࡢ�a���a�顢���a�ȬF��
B��Ӱ��A��ضȵ������ׂ����أ�����PCB��ĺ�ȡ��߰��ٶȡ��A��^�L�ȵȡ�
B1��PCB�ĺ�ȣ��Pϵ��PCB�ܟ�r���ἰ��������@��ϵ�еĆ��}�����PCB�^���r���t�����ܟᲢʹPCB������桱�^�����أ�����в��͟�_���IJ������t���m���{���A��ضȣ����PCB�^�������桱���������Ѹ�ق����o������桱������ܽ��^�^���A��ضȡ�
B2���߰��ٶȣ�����r�£����h���߰��ٶȶ���1.1-1.2��/����@�ӂ��ٶȣ����@���nj�ֵ�����Ҫ��׃�߰��ٶȣ�ͨ�������Ը�׃�A��ض�����ϣ����磺Ҫ���߰��ٶȼӿ죬��ô���˱��CPCB��������A��ض��܉��_���A��ֵ���͑������A��ض��m����ߡ�
B3���A��^�L�ȣ��A��^���L��Ӱ��A��ضȣ����{ԇ��ͬ�IJ��庸�C�r�������]���@�c���A���Ӱ푣��A��^�^�L�r���ضȿ��{���^�ӽ���Ҫ�õ��İ��挍�H�ضȣ�����A��^�^�̣��t��������������A���ضȡ�
2�����庸�a�t�ضȣ�
��ʹ��63/37���a�l����������v�˕r���aҺ�ضȑ��{��245255�Ȟ���m���M����Ҫ�ڳ��^260�ȣ�����µ��aҺ��260�����ϵĜضȕr�����ӿ���������Įa�������ЈD���±�ʾ�aҺ�ض��c�a���a�������Pϵ��c. ���͎��ٶȣ�������ͬ�IJ��庸�C�ʹ�����PCB����r�O�������0.8��1.92m/min��
���庸���v��
1.�����庸�Ӳ��z�����к��Ӆ����_���O��ֵ���M�У�sz-gsd.com
a. ��PCB�p�p�ط��ڂ��͎�����A�ߣ��ϣ��C���Ԅ��M�Ї�Ϳ������������A�ᡢ���庸����s��
b. �ڲ��庸����̎��סPCB��
c. �����S�z�˜�
2.�B�m���庸�����a
a. ����ͬ�����ӡ�
b. �ڲ��庸����̎��סPCB���z���PCB�b����o����D�����ް����
c. �B�m�����^����ÿ�Kӡ�ư嶼���z���|�����Ї��غ���ȱ�ݵ�ӡ�ư壬�������؏ͺ��ӱ顣���؏ͺ��Ӻ�߀���چ��}�����z��ԭ����ˇ�����������{��������^�m���ӡ�
���庸�ӹ�ˇ�|������Ҫ��
1.�����ƶȣ������ӛ䛣�ÿ2С�rӛ䛴ΜضȵȺ��Ӆ��������r��ÿ�Kӡ�ư��M�к����|���z�飬�l�F�����|�����}�����r�{����������ȡ��ʩ��
2.���ڙz�飺�������庸�C���_�C�����r�g�����ڙz�y����偃Ⱥ��ϵ��U�a�������s�|��������a�ĺ��������ޕr��������Щ�a�����s�|�������ˣ����M�ГQ�a̎����
3.���B�ƶȣ���������������ͺ���偱����������Ț�����
���庸��ˇ�����ľC���{��
��ˇ�����ľC���{������߲��庸�|���Ƿdz���Ҫ�ġ�
���ӜضȺ͕r�g���γ����ú��c��Ҫ�l�������ӜضȺ͕r�g�c�A��ضȡ����ϲ��Ĝضȡ��Aб�Ƕȡ���ݔ�ٶȶ����Pϵ���C���{����ˇ�����r��Ҫ���C���ӜضȺ͕r�g���p���庸�ĵڂ��������235~240�棯1s���ң��ڶ������塪����240-260�棯3s���ҡ�
���ӕr�g�����c�c����Ľ��|�L�ȣ���ݔ�ٶ�
���c�c����Ľ��|�L�ȿ����ÉK���п̶ȵ��ߜز����yԇ���ߴβ����M�Мy����
��ݔ�ٶ���Ӱ푮a�������ء��ڱ��C�����|����ǰ���£�ͨ�^�����ľC���{������ˇ���������Ԍ��F�M���ܵ���߮a����Ŀ�ġ� |